
Sampling: The Grain Industry’s Most Neglected Discipline
- jfvsolutions
- 1 day ago
- 10 min read
Part 1 of 2
A straight talk message for managers and operators
This is one of my longtime pet peeves in the grain business. We spend millions of dollars on legs, pits, probes, dryers, bins, automation, and blending systems to protect grain quality. Then we turn around and will not take a few extra minutes to check the quality as it comes in the door.
Inbound and outbound sampling decide grade, value, shrink, blending, contract compliance, and customer trust. Yet sampling is still treated like a quick step instead of a precision step. That attitude costs the industry more money than most folks realize.
When the sample is wrong, every decision that follows is wrong.
A note for readers outside North America: most of this piece is written around U.S. practice and terminology. The sampling physics and the equipment principles are universal. Where terminology differs — moisture content is referred to as humidity in some international markets, and foreign material goes by admixture or impurities in others — the underlying concept is the same. Your national grain authority or applicable ISO standards will carry equivalent guidance to what FGIS publishes in the United States.
Why sampling matters more than people think
Inbound sampling sets the tone for the entire day. It affects the settlement sheet, the bin plan, the dryer schedule, and the blending strategy. Outbound sampling decides whether you meet the contract and whether the customer comes back next year.
Sampling is not paperwork. Sampling is quality control.
Grain does not ride to town in a uniform condition
Anyone who has ever opened a hopper or tail gate knows this. Grain separates during transport. Fines settle toward the center and bottom. Foreign material floats toward the top. Moisture forms pockets. Damage gathers in layers. Every bump in the road makes the separation worse.
A load is never uniform. A single probe cannot average something that is not average.
What the official pattern looks like and what the driveway allows
FGIS publishes sampling diagrams in its inspection handbook and equivalent guidance exists in national grain standards programs around the world. Those diagrams show what a representative truck sample looks like. For a standard hopper-bottom truck the official pattern calls for five probe sites distributed across the load. For a tandem or triple-axle trailer with multiple compartments that number goes up, often to six or more. Every probe site calls for a full depth insertion.
That is the standard. That is what a representative sample looks like on paper.
A representative sample is a full column cross section of the grain load, collected in a way that reflects the actual distribution of moisture, foreign material, damage, and test weight present in the truck.
Now let’s talk about what happens in the real world.
Most commercial elevators do not have the time to hit every probe site on every truck. When the line is backed up to the road and the pit crew is trying to keep things moving, they stay in the two to three probe range. That is the tradeoff they make. They gain speed and give up some accuracy. There is nothing wrong with admitting that. What is wrong is pretending that one quick stab in the middle is good enough.
A workable standard for a country elevator looks something like this. Two to three full depth probes on every hopper during normal traffic, with the same pattern every time. One near the front. One near the rear. One near the center if you are doing three. Increase the number of probes when something looks off like a spike in damage, a spike in foreign material, high moisture, pod-heavy soybeans, or a grower who has had problems in the past.
That is the middle ground. You keep the line moving but you do not ignore warning signs.
Know your probe
Probe design — what you are actually collecting
Not all probes are built the same, and the differences matter more than most operators realize. Probe design has evolved over time, and each generation solved a problem the previous design left on the table. Understanding where your probe sits in that progression tells you a lot about what your sample is actually capturing.
Open tube, no close feature
The simplest design is a tube with fixed openings and nothing to seal them. Grain enters continuously throughout insertion and withdrawal with no mechanism to control what gets in or when. The bias is a path length problem. Whatever the probe travels through the longest gets the most representation in the sample. These are small probes, built for bags and ingredient sacks where you want a quick general read on a contained, relatively uniform lot. They were never truly designed for truck or railcar sampling and should not be used for it.
Open tube with closeable sleeve
This was the next step forward and for a long time the standard tool for truck sampling. An outer sleeve fits over the open inner tube and rotates or slides to seal the openings during insertion. The probe goes in closed, which eliminates the contamination problem on the way down. At depth the sleeve opens and grain enters the tube continuously until the probe is withdrawn.
The improvement over the bare open tube is real. Insertion is clean. The limitation is that the inner cavity is still undivided. Everything that enters blends together into one continuous sample with no layer separation. On a uniform load that is adequate. On a segregated load you are still getting a blended read weighted toward whatever depth the probe spent the most time open. Some of these probes are still in service today and they are a legitimate tool, but they do not give you true column representation.
Compartmented
The compartmented probe solved the layer isolation problem. The inner tube is divided into discrete chambers. An outer tube with matching slots rotates to open and close those chambers. You insert the probe closed and nothing enters on the way down. At depth you open the probe and grain flows by gravity into each individual chamber, capturing a separate sample from every layer the probe passed through. You close the probe before withdrawal and each chamber comes back up with its contents intact and isolated.
That is what makes a compartmented probe representative. It does not blend the column, it maps it. If there is a problem layer in that load, a compartmented probe gives it a fair chance of showing up in your sample. All official grain probes in the U.S. regulatory system are compartmented. If you are sampling trucks with anything else you are working with a design that was either built for a different job or built before the industry solved this problem.
Single assembly vs. transfer-tube
Within compartmented probes there is one more distinction worth understanding, and it follows the same evolutionary logic as the rest of this discussion. Each step solved a problem the previous design left on the table.
Single assembly
The original compartmented probe design is a single assembly. One inner slotted tube is nested inside one outer slotted tube. Those two tubes work together to open and close the chambers, but they are the same assembly doing two jobs. They collect the sample on the way down and contain it on the way back out. When the probe is working correctly and the fit between inner and outer tube is tight, it does both jobs well. This design represented a genuine leap forward in sampling integrity and remains widely used today.
The vulnerability shows up with wear. As the tolerance between the two tubes loosens, the seal that protects the filled chambers during withdrawal becomes less reliable. Sample material can shift, fine particles can migrate between chambers, and in a worst case you lose some of what you collected before the probe clears the grain surface. A worn single assembly probe that looks functional may not be giving you the clean column sample you think it is.
Transfer-tube
The transfer-tube design solved the withdrawal problem by separating the two jobs entirely. One tube collects. A second dedicated tube delivers the sample out. The sample never travels back up through the grain column at all. The withdrawal contamination problem is not reduced. It is eliminated by design.
That principle is now the industry standard architecture for powered pneumatic truck probe systems. The probe tip fills discrete chambers by gravity, and a dedicated pneumatic delivery path carries the sample to the collection cabinet without it ever retracing its path through the grain. Most operators have been relying on this design every day without thinking about it in those terms because the machine handles it automatically.
The transfer-tube design was the logical next step in the same evolutionary progression that took the industry from open tube to compartmented, and it is already the dominant design in powered truck probe systems across the industry. The honest question for any operator still running a single assembly probe is not whether the load looks uniform. It is whether the probe is actually maintained well enough to do the job it was designed to do.
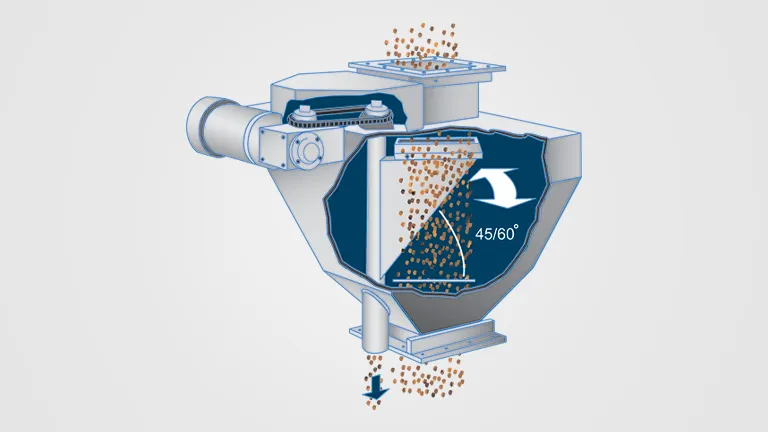
Angle of insertion
FGIS specifies inserting the probe at approximately a 10-degree angle from vertical with the slots facing upward. Most national standards carry the same guidance. With the slots facing up at a slight angle, grain falls into the compartments by gravity rather than being forced in by the weight of grain above. That gives you a cleaner fill and a more representative sample from each layer.
The angle also serves a mechanical purpose on hopper trailers. The floor of a hopper is sloped, not flat. A probe inserted perfectly vertical will often catch on the slope before it reaches the bottom of the load. A slight forward angle lets the tip follow the floor geometry and reach true depth. Some OEM instructions specify a slightly different angle depending on probe design and carrier type. Know what your equipment calls for and train to it, not to a rough approximation.
Open or closed on insertion
The probe should always be inserted closed and opened only at full depth. An operator who opens the probe partway down is not taking a full column sample. They are sampling whatever was in front of the slots when they opened them. On a high moisture or high foreign material load that is exactly where the bias sneaks in. Insert closed. Open at depth. Close before you pull out. Every time.
When shippers and drivers work against you
In our business the term plugged load usually means someone did it on purpose. The shipper or the driver placed the trouble grain where they knew you would not probe. They know most elevators take two or three probes. They know where to put the wet pockets and where to put the damage.
Drivers watch probe patterns. They sit in that cab all day. They know your habits better than you think.
This is why you need a standard pattern but also the judgment to change it when something feels off. Keep the pattern consistent enough for good sampling but not so predictable that someone can game it. If the grain looks wrong, smells wrong, or the driver seems nervous, you adjust. You are not accusing anyone. You are protecting your settlement sheet.
Compacted loads
A compacted load is not intentional. It happens because of long hauls, rough roads, high moisture, heavy fines, or a bin that was drawn down unevenly. The load tightens up, the moisture pockets get trapped, and the probe hits layers instead of the true cross section. When the driver opens the hopper door the grain breaks loose in a rush and the whole character of the load changes.
That is not cheating. That is physics. Flag it and resample after the grain breaks loose. You grade the load, not the compacted mass.
The probe tells on you
When the paint is worn off only on the bottom half of a hydraulic truck probe it means the probe is not being fully inserted. The operator is stopping short. They are sampling the top and middle of the load and guessing at the bottom. You can stand there with the crew and point at the probe and say this is proof we are not going all the way in. That is a training issue, not a paint issue.
Real world challenges
Variation checks
Even if your primary sampling is solid, you still need to pull a second sample once in a while and compare moisture, foreign material, damage, and test weight. If the numbers drift, something in the system is drifting too. If you never check variation you are not running a sampling program. You are running a hope program.
Sampling hopper trailers during discharge
Once the doors open the load changes fast. Fines dump first, foreign material follows, whole grain comes after. A sample taken during discharge is not representative of the load. If you did not sample the hopper before discharge, you did not sample it.
Pod-heavy soybeans
Pods float, bridge, and deflect the probe. They make the probe ride up and skew foreign material readings. Pod-heavy loads require more probes, deeper probes, and thorough mixing of the composite sample. One probe will not tell the truth.
High moisture and high foreign material
High moisture creates wet and dry pockets, compacts the grain, and makes the probe deflect. High foreign material floats, bridges, and dumps early during discharge. When both are elevated the sample will swing unless you increase probe count and mix thoroughly. This is where variation checks become essential.
Sampler types at a glance
The manual hand probe is simple, cheap, and dangerous on railcars. Everything depends on operator skill and discipline.


An inline sampler sits inside the flow with the cutter passing through the full grain stream. It gives you the best chance at a representative sample but must be installed correctly or it will produce a biased result every time.
A spout or external bite sampler sits outside the spout and takes a bite of the falling grain. Simple but sensitive to flow changes and it only sees what falls directly in front of it.
A belt sampler catches the falling curtain at the belt discharge rather than the full stream. More consistent than a spout sampler but less representative than an inline unit. Results depend on belt tracking and hood alignment.
The pelican sampler is a cup swung in one continuous pass across the full width of a falling grain stream. It works for slow gravity flows and misses most of the stream on modern high speed systems.
The coffee can is the emergency tool of last resort. A snapshot, not a picture. No where providing a representative sample. But unfortunately, still see action more than it should.
Part 1 covered the sample itself, the probe, the pattern, the physics, and the judgment calls on the driveway. Part 2 covers the system behind the sample: automatic sampler installation and validation, operator training and competency, written SOPs, and what happens when your pneumatic probe goes down during harvest.
Thank you for reading and for being part of this conversation. Whether you’re an elevator operator, a processor, or simply someone who cares about how grain moves from field to market, reviewing the fundamentals is always time well spent. Your feedback shapes this blog, so feel free to share your thoughts or experiences.
Regards,
Grain Guy Fifty



Jim what are your thoughts on the recent attempts to automate the whole inbound sampling and grading process?