
Corrugated Steel Grain Bins Part 4: Floors, Hoppers, Gates, and How Grain Really Leaves the Bin
- jfvsolutions
- 5 minutes ago
- 11 min read
You learn more about a bin on the day it will not empty as expected than on the day it fills. The shell gets the glamour shots, the roof gets the sales talk, but the real truth usually shows up at the bottom, where the floor, hopper, gate, and reclaim equipment have to do their job when the driveway is full or the rail cars are waiting.
That is where a lot of my education happened. I learned about floors and hoppers first in feed mills and ingredient storage, around rectangular steel bins, square bins, interstice bins, some concrete bins, and the usual mix of gravity spouts, rotary valves, screws, and reclaim equipment underneath them. As a young man I spent more time than I should have hanging in a bosun chair inside bins, picking hung material off walls, especially urea, with the smell of ammonia in the air and the sting in your eyes and your skin red and burning telling you plain as day that this was not safe.
That is probably why I still look at the bottom of a bin before I glance at the top. It does not matter whether you are a farmer with a wet holding bin, a country elevator manager with big flat floors and tunnels, a feed mill superintendent dealing with soybean meal and midds, or an export operator trying to keep a ship loader fed. The same basic question always shows up: will this thing discharge cleanly, evenly, and safely, or are we about to make operators solve a design problem with bars, mallets, and bad judgment.
Earlier in this series we talked about bin size, aeration, and roof loads. Now let us go to the bottom, where a lot of the real trouble lives.
What controls flow
Four product traits decide a lot of what happens in a floor or hopper: particle density, angle of repose, shape, and stickiness. Those are not lab room ideas. They are driveway ideas, feed mill ideas, and harvest season ideas.
Particle density is the quiet one people forget. Many designs start from somewhere in the 44 to 46 pound per cubic foot range, but wet corn at harvest can run more like 48 to 52 pounds per cubic foot, and that changes the pressure on the floor, the hopper, the sump, and the structure carrying it all. If the floor, hopper, or discharge pattern is not matched to the heaviest product you will really store, you are already working against the design before the first gate opens.
Angle of repose is just the natural slope that product wants to hold. If your hopper is flatter than the way that material naturally stacks, it is not going to clean itself out.
Shape matters too, because whole corn, ground corn, screenings, pellets, soybean meal, wheat midds, sugar, soy hulls, and urea all behave differently, and some of them go from "flows pretty well" to "solid as a brick" with a little heat or moisture added in.
Then there is stickiness, which is my plain word for everything that makes material cling, cake, bridge, or smear instead of slide. Feed mills live with this every day because they handle meals, fines, micro ingredients, pellets, and byproducts that are far less forgiving than clean dry corn. Farmers and country elevators see the same physics in wet grain, fines, and out of condition product, just not always with as much variety in a single day.
Floors are not just something to stand on
A flat floor is not just a slab with grain on top. In steel bins it may be a perforated floor over an aeration plenum. In concrete silos or steel bins it may be a slab with ducts or tunnel based reclaim. In older feed mills it may be a floor leading to hoppers, slots, or reclaim screws under bins that were built more with storage in mind than for a clean discharge.
Once that floor starts carrying real loads, every decision underneath it matters. Duct layout matters. Aeration space matters. Support spacing matters. Sump location matters. Gate opening size matters. A floor that is fine with dry grain can become a troublemaker with heavy wet corn, sticky ingredients, or years of partial unloads that leave compacted zones over ducts and sumps.

This is where operating practice and design get married. A lot of bins are designed with the assumption that you will start with the center sump and relieve pressure in a reasonably balanced way. Real life is messier than that. Center sumps plug. Intermediates get opened because the trucks are lined up. Side draws get used too early because they are fast and convenient. When that happens, what looked like a floor issue can turn into an uneven load issue, a structural issue, or both.
I have seen it in country elevators and I have seen it in feed mills. The reclaim equipment is trying to stay full, the operator is trying to keep production moving, and the bin starts being unloaded in a pattern nobody intended when it was designed. The bin bottom usually tells the truth before the wall does.
Hoppers have to match the product
People like hopper bottoms because they promise easy discharge. Sometimes they deliver. Sometimes they are just a cleaner looking way to create the same old headaches.
The first question on a hopper is slope. The common range is 30, 45, and 60 degree slopes. A shallow hopper may handle whole grain well enough, but once you move into soybean meal, screenings, wheat midds, meat and bone meal, sugar, or urea, the slope and surface start deciding whether the material slides or hangs.
The second question is surface and coating. The difference between a bare surface and a well chosen liner or coating is the difference between a hopper that usually works and one that trains operators to keep a mallet handy. In coastal export environments, tropical humidity, or any site with corrosive dust, this matters even more. Corrosion at the bottom of a hopper changes both service life and flow behavior over time, and a coating decision that looks like a small line item at purchase can turn into a large maintenance problem later.
The third question is honesty. If the hopper is only designed around the easiest product you might store, then the hardest product will teach you what you really bought. Feed mills are worth paying attention to here because they are probably the toughest test bed for floor and hopper design. They have more variation in density, particle size, shape, fat content, moisture pickup, and caking behavior than most country elevators ever see in one line of bins. The same physics show up in your corn and soybean bins, just with less variety in a single day. If a design works in a feed mill, it means someone took the time to do their homework and was willing to spend the money upfront for a long term return. The grain industry need to pay the same attention to detail.
Mass Flow vs. Funnel Flow — The Part Most People Never See
Most hopper problems come down to one simple truth: there are only two ways material leaves a bin, either mass flow or funnel flow, and only one of them is predictable.
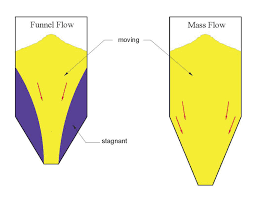
Mass flow means the entire cross‑section of material moves together. There are no stagnant zones, no hidden buildup, no ratholes, first‑in/first‑out, and clean walls, and consistent discharge
You get mass flow when the hopper walls are steeper than the material’s internal friction angle and smoother than the material’s wall friction angle. That’s why slope and coatings matter so much.
Funnel flow is the opposite. The material moves only in the center, the sides sit still, ratholes form, moisture pockets develop, and the bin “looks empty” long before it actually is
Funnel flow is what creates the classic operator headache: the bin that runs fine until it suddenly doesn’t.
Most flat‑bottom bins and many shallow hoppers operate in funnel flow by default. That’s not a failure ,just physics. But it means the operator has to understand what the design will and won’t do.
A hopper that delivers mass flow is almost always more expensive up front. But it pays for itself in fewer bin entries, fewer mallets, fewer surprises, and fewer “how did this get so out of condition” moments.
A Note on Flat‑Bottom Tanks and “Mass‑Flow Islands”
Even in a flat‑bottom tank, you can create mass‑flow‑like behavior over the center sump by recessing the sump and covering it with a steep dish or cone. That cover forces grain to enter the sump from the sides instead of dropping straight down. It activates more of the grain column, reduces bridging, and creates a predictable flow core even though the rest of the floor is flat. It’s not full mass flow, but it’s the closest thing you can get in a tank with sumps and side draws — and it works when operators follow the intended draw sequence.
Operator Note: Why a Simple Kicker Plate Can Increase Flow
I’ve increased flow capacity on concrete and steel sidewall discharge gates by installing a kicker plate above the opening. The plate forces grain to enter the gate from an angle instead of straight on. That takes the pure shear load off the opening, breaks the natural arching geometry, and turns the discharge into more of a sliding flow. It’s the same principle behind recessed center sumps with sloped covers — change the approach angle, reduce shear, and the material moves better.
On some sidewall discharges I’ve gone one step further and installed a grain ladder above the kicker plate. The ladder takes the energy out of the falling grain before it reaches the plate, so the product arrives slower and in a more controlled pattern. That combination of the ladder plus kicker reduced arching, smoothed out the discharge, and increased capacity without changing the size of the opening.
Gates and openings make or break the system
The opening at the bottom of the bin is not just a hole. It is the place where stored material becomes moving material, and the size and shape of that opening are extremely critical.
A gate that is too small chokes capacity and encourages bridging. A gate that is the wrong shape creates dead corners, uneven draw, or surging that the downstream conveyor cannot handle. A center opening behaves differently than a side draw. A round opening behaves differently than a slot. Multiple sumps or draws create their own flow patterns and their own risk if they are opened in the wrong order.
This matters even more because bins do not always discharge into just a gravity spout or a screw conveyor. A lot of them discharge into chain conveyors, drag conveyors, or paddle conveyors, especially in commercial elevators or processing plants. Once you do that, the discharge gate becomes part of the conveyor design whether anybody wrote it that way on the drawing or not.
A chain or paddle conveyor wants steady, even, predictable loading. If the gate starves it, you lose capacity and put additional stress on the conveyor components. If the gate slugs it, you hammer chains, paddles, sprockets, and shafts with shock loads they were never meant to see every few seconds. More than a few "bin discharge problems" are really mismatches between the opening, the gate, and the conveyor inlet.
Newton shows up under bins too
There is a reason I like the simplified version of Newton's first law: an object in motion tends to stay in motion. Grain and feed materials act the same way once you get them moving through a clean path.
A good floor, hopper, and gate arrangement helps product start moving and keep moving. A bad one lets material settle, compact, bridge, or rat hole until the system loses momentum and the operator has to force the issue. Once that flow stops, it tends to stay stopped until something adds enough force to break it loose, and that something is too often a bar, a hammer, a vibrator, or a person put where that person should not be.
That is not just a feed mill story. Farmers see it in wet holding bins or out of condition bins. Country elevators see it in flat bottom tanks with fines over the center sump. Processors see it in ingredient bins that discharge into drags, paddles, rotary valves, or screws. Export terminals see it on a larger scale, where a poorly behaving reclaim pattern can turn into a very expensive delay.
A few stories from the bottom
One memory that never left me is hanging in those ingredient bins as a young man, knocking hung material loose because the hopper and discharge setup were not truly matched to what was being stored. Urea was the one that really stuck in my mind. The smell, the burn in your eyes, and the hard crust on the wall told you real quick that moisture, chemistry, and poor discharge geometry can turn a storage bin into a bad place to work.
Another story is one almost every country elevator operator can recognize. A flat floor bin is supposed to discharge through the center sump first, but the center is slow or partly plugged, trucks are backed up, and someone starts pulling on another opening to keep grain moving. It works in the short term, until the bin starts carrying load unevenly and the floor, the wall, or the reclaim system starts paying the price.

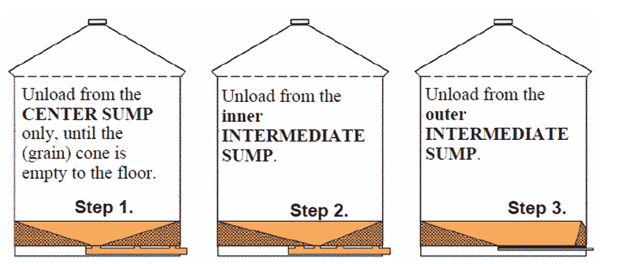
Image Courtesy of Brock
And then there is the feed mill version of the same lesson. A bin that flows whole corn fine gets repurposed for meal or screenings because production needs changed. The conveyor under it is a drag or paddle line that wants smooth feed, but the old gate is wrong for the product and wrong for the inlet. Now the discharge comes in slugs, the line plugs, someone adds vibration, someone else grabs the composite mallet, and a poor design becomes a permanent operating procedure.
That is the kind of thing people call normal after a while. It is not normal. It is just familiar.
Why this matters everywhere
The details vary around the world, but the principles do not. In some countries you will see steeper hoppers, different coatings, sealed silo standards, or different structural codes because climate, fumigation, coastal corrosion, and local practice push designs in different directions. But whether the bin is in Illinois, Brazil, Australia, India, or at a Turkish export facility, the bottom of the vessel still has to match the product, the environment, and the reclaim equipment below it.
That is why this topic belongs to a broad audience. Farmers need it because bad discharge design creates labor and lost capacity. Country elevators need it because reclaim and unload patterns drive both productivity and structural risk. Feed mills need it because they handle the toughest flowing materials and have the least tolerance for dead spots, contamination, and surging. Processors and export terminals need it because once you scale up, every mistake at the bottom gets more expensive.
The bottom of a bin is also where most bin entry decisions get made. The same familiarity that turns a bad operating procedure into a normal one is what eventually puts someone inside a bin who should not be there.
Wrapping this up
If you want to understand a bin, do not stop at the shell. Look at the floor. Look at the hopper. Look at the gate. Look at what is underneath it.
Ask what product is really going in there, not just on the easy days but on the worst days. Ask how dense it is, what angle of repose it carries, what shape the particles are, and how sticky it gets when heat, fines, or moisture show up. Ask whether the opening and gate are truly matched to the reclaim system.
Most of all, ask whether the way the bin will actually be used matches what the design assumes. Because a bin that refuses to discharge as expected today didn’t fail, It failed on the day it was designed , today is just the day it told you.
This post was the fourth in the series on corrugated steel bins. If you missed the other three, be sure to check them out at Grain Guy Fifty.
Thank you for reading and for being part of this conversation. Whether you’re an elevator operator, a processor, or simply someone who cares about how grain moves from field to market, reviewing the fundamentals is always time well spent. Your feedback shapes this blog, so feel free to share your thoughts or experiences.
Regards,
Grain Guy Fifty